

枪钻的简要介绍&可达精度
枪钻的简要介绍&可达精度
在机加行业,钻头钻孔孔深达到或超过15×D时我们就称为深孔加工了,枪钻能加工甚至更深的孔.枪钻加工的孔有更高的表面光洁度,同轴度和直线度.
近年来,带内冷的钻孔刀具越来越普及.冷却液也能及时有效地被输送到被加工部位.这大大提高了钻头,丝锥等刀具的寿命,降低了崩刃和断刀的概率.目前市场上的内冷刀具都能使用较高压力故也能加工较深的孔.枪钻可在加工中心,车床等设备上使用. 该工艺在机加行业也已越来越普及.
注!!!所有的枪钻在加工过程中必须要有支引导孔或钻套支撑。枪钻在没有支撑的情况下不能全速旋转。
在普通机床上使用枪钻
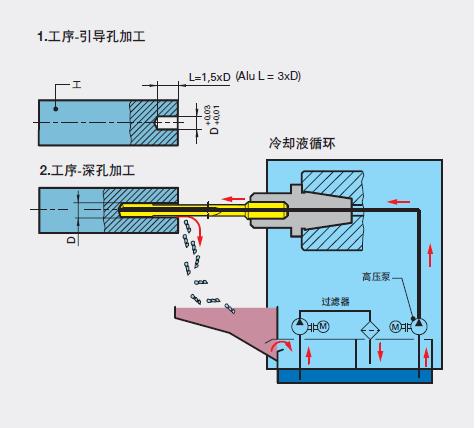
在普通设备上使用枪钻的步骤为:
•引导孔的加工(公差H8).低转速快进给地进入到引导孔内,一般n=200rev./min, F=500mm/min. 钻深超过40XD时,要求枪钻反转进入引导孔。
•打开冷却液同时提升转速.
•按照正常的切削参数一次性加工到要求深度.
•加工到预定深度后关闭冷却液.
•停转并快速退刀.
建议:
• 在加工深度超过40×D时我们推荐用两支或更多枪钻由浅到深来加工
•枪钻长度超过40×D时,要求枪钻反转进入引导孔.
•在加工长屑材料时我们建议选用排屑槽抛光的枪钻.
•单刃枪钻加工长屑铝时我们建议选用平头(180°)带冷却倒角的头部形式.
• 加工Si含量<1%的铝合金,如,分段提速,最终速度vc>160m/min.另外,要求约3XD的预钻孔。
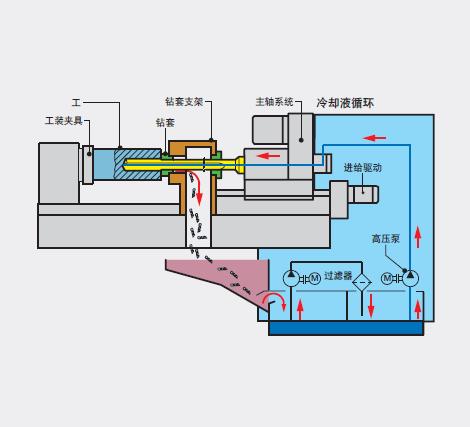
在专机上使用枪钻
单刃枪钻的精度
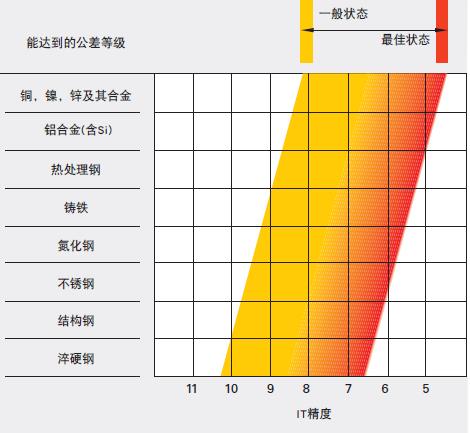
基本公差
单刃枪钻加工的孔能达到一个较紧的基本公差,因其切削刃不对称,加工时的径向切削力只能通过侧面支撑条的反作用力而抵消,而不象麻花钻径向切削力几乎为零故而易导致孔径偏大
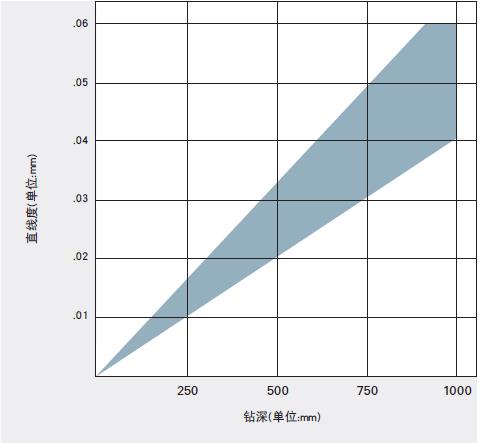
直线度
因为焊硬质合金枪钻是把高精度的硬质合金头部焊在韧性极好的钢管上,故孔能达到一很高的直线度.然而,工件材料及其它不利因素都会影响到孔的精度.
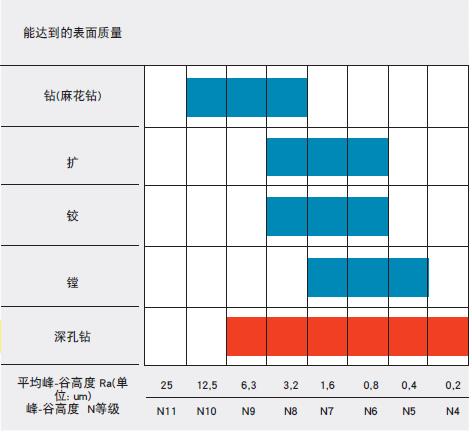
表面质量
加工时的径向切削力通过支撑导条而作用在孔壁,可使孔表面因挤压作用而更加光亮.故支撑导条和孔壁之间的润滑就非常重要.润滑越好,孔表面光洁度就越高.
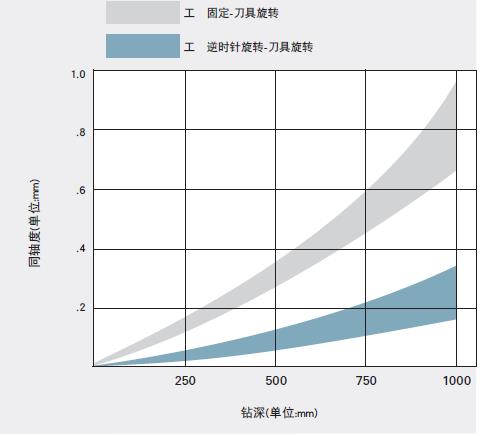
同轴度
例如当用麻花钻加工孔时,钻尖的修磨质量(对称性)直接影响着孔的同轴度.而单刃枪钻其不对称的径向切削力,使侧面支撑导条始终紧贴在孔表面,从而确保能达到很高的孔的同轴度.
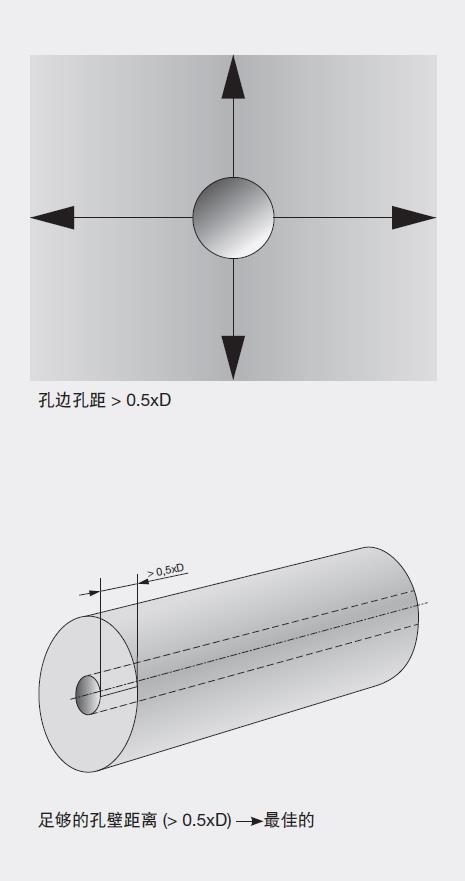
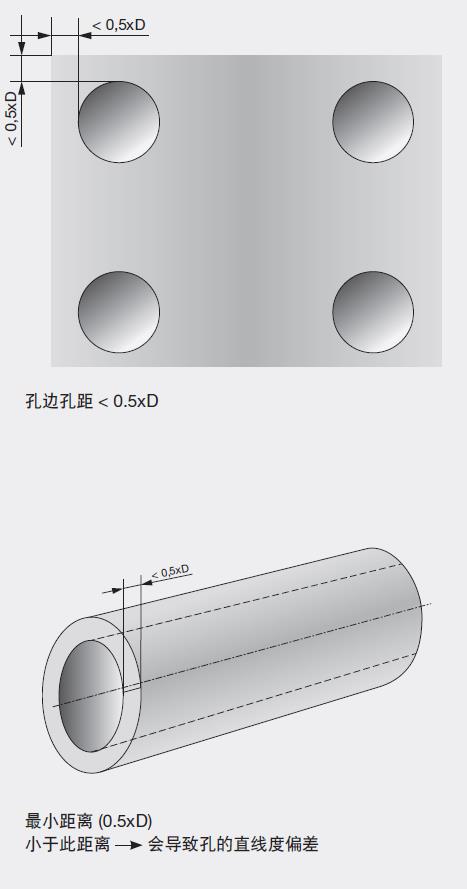
孔直线度偏差
-
- 刚刚!南京地震了!
-
2024-12-12 18:33:21
-

- 陈奕迅女儿18岁近照曝光,身材高挑堪比超模,与妈妈长相似复刻
-
2024-12-12 18:31:05
-

- 煲耳机到底有没有用?怎么煲?别再被忽悠了
-
2024-12-12 18:28:49
-

- 因疫情版权原因,日本女Coser下海,评论区炸锅:我有个朋友
-
2024-12-12 18:26:33
-

- 我们的歌3第二期:林子祥胡夏夺冠,《数字人生》燃爆全场
-
2024-12-12 18:24:17
-
- 人家烟火气,最抚凡人心!
-
2024-12-12 18:22:01
-

- 秦时明月 孔周三剑“含光”为何独配“齐鲁三杰”颜路?
-
2024-12-12 18:19:45
-

- 棉服怎么洗不跑棉成坨?
-
2024-12-12 18:17:29
-

- 警惕隔夜酒 侥幸不能有
-
2024-12-12 18:15:13
-

- 湖南美食篇|衡阳市最具特色的美食
-
2024-12-12 18:12:57
-

- 飞机商务舱=公务舱
-
2024-12-12 18:10:41
-

- 春节讨红包大法!唯有套路得人心
-
2024-12-12 18:08:25
-

- 报社里的各种称呼
-
2024-12-12 18:06:09
-
- 世纪悍匪张子强获得赎金后,李嘉诚给两个建议,其实暗藏杀机!
-
2024-12-12 18:03:53
-

- 什么是spc地板,spc地板怎么样?
-
2024-12-12 18:01:37
-

- 菩提根盘出这样,才叫做盘出极致美
-
2024-12-12 17:59:21
-
- 企业的组织结构
-
2024-12-11 16:24:49
-
- 终于搞懂什么是CRS!原来你我都逃不掉
-
2024-12-11 16:22:34
-
- 陕西李自成行宫
-
2024-12-11 16:20:18
-

- 风流倜傥鼠尾草-法老
-
2024-12-11 16:18:01
 5个韩国宝藏美食慢综艺
5个韩国宝藏美食慢综艺 顾欣怡,中国空姐的颜值担当,工作、生活处处都美
顾欣怡,中国空姐的颜值担当,工作、生活处处都美